
















































亚克力也称有机玻璃,其实亚克力被发明出来已经有 100 多年了。早在 1872 年这种化学聚合物就被发现了,直到 1920 年才在实验室合成出了第一块亚克力板。亚克力属于音译而有机玻璃则说明了其化学属性。它是一种聚合而成的高分子化合物,一种用途光用量大的塑料制品。具有较好的透明性、化学稳定性和耐候性、易染色、易加工、外观优美,在生活有着广泛应用。
亚克力注塑成型知识
1. 塑料的处理
亚克力(以下简称:PMMA)具有一定的吸水性,其吸水率达 0.3-0.4%,而注塑须在 0.1% 以下的湿度,通常是 0.04%。水份的存在使熔体容易出现气泡、气纹,透明度降低等次品情况,所以要进行干燥处理。干燥温度一般在 80-90℃ 左右,干燥时间建议为 3 小时以上。

常见的亚克力制品:透明化妆收纳盒
2. 模具及浇口设计
模具温度可为 60℃-80℃ 左右,主流道的直径需配合内锥度,最佳的角度是 5° 至 7°,若要注塑 4mm 或以上制品,角度应为 7°,主流道直径达 8 至 10mm,浇口的整体长度不要超过 50mm。对于壁厚小于 4mm的 制品,流道直径应为 6-8mm。对于壁厚大于 4mm 的制品,流道直径应为 8-12mm 对边形、扇形及垂片形浇口深度应为 0.7 至 0.9t(t 为制品壁厚度),针形浇口的直径应为 0.8 至 2mm;低粘度的应选用较小的尺寸。
3. 熔胶温度
可用对空注射法进行测量: 温度在 210℃~ 270℃ 之间不等,具体视实际情况。首先将注塑机后座退出,使射嘴离开主流道衬套,然后手动进行塑化注塑,这就是对空注塑。

亚克力光学透镜
4. 注射温度
可用快速注射,但要避免产生高度内应力,建议采用多段注射,比如慢-快-慢等,注塑较厚的亚克力制品时,则建议采用慢速,保证产品的稳定性。
化妆品包装世界里的“塑料皇后”——亚克力
近年来电商行业高速发展,“颜值经济”、“网红化妆品”成为女性对化妆品新的消费需求。随着“颜值即正义”的审美观在女性消费群体的广泛传播,化妆品包装异军突起,成为炙手可热的的包装品类之一。国内外消费者越来越注重美妆产品包装的质量与质感,在保证包装质量的同时,包装制造商要更加注重外观带给客户的视觉冲击力。

亚克力化妆品包装光学性能好、透光柔和,即使在染料着色以后也能够保持良好的透光性,显色效果好;并且拥有较高的表面光泽度和表面硬度,同时具备良好的适印性及喷涂性;此外,还具有良好的加工性能,既可以采用热成型,也可以采用机械加工方式,已经逐渐成为高档化妆品中替代玻璃的主要选择,广泛应用于各个类型的化妆品包装。

我们向您推荐震雄皇牌产品
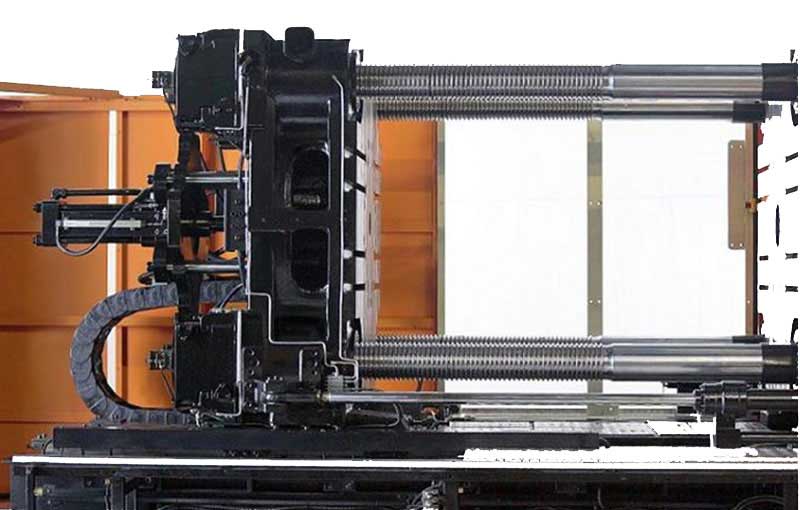
SPARK “星火”全电机及 MK6 系列

震雄 SPARK “星火”系列全电机同时兼顾到超薄制品的⾼速、⾼响应与超厚制品的低速稳定、长时⾼压⼒控制,其 ALL- Adapt 技术使全电机有了广泛的应用场景,打破了传统国产全电机及高端日本全电机之间的表现界限及技术璧垒,成为中国领先的全电机产品,针对亚克力材料应用,无论是薄壁还是厚壁产品,SPARK 星火系列都能得心应手。
SPARK “星火”系列全电机加强锁模设计,减少锁模机构变形和机铰磨损,能够承受高压、低生产周期生产,锁模机构在承受高涨模力时变形小,保证模板的平行度,这样模具能够得到保护、合格品率能够得到保证。

MK6系列注塑机源自日本顶尖技术团队,开合模、射胶和顶针速度快,熔胶马达强劲、射胶压力大,从液压油路开始,配以最新、最先进的液压流体力学模拟软件,把整个油路优化至接近完美境界,能让液压控制达到平稳、可靠和迅速,真正实现机器整体上的又快又稳,提升薄壁、厚壁产品生产效益,为客户增值。
期待与您合作共赢!




